 企业公告:
企业公告:

大齿轮
大齿轮
强胜机械可以定做直径6米以下的各种大齿轮,强胜机械供应的大齿轮采用zg310-570,zg40cr,zg42crmo,也可以采用锻造45钢,锻造40cr,20crmnti等专用齿轮钢,大齿轮模数36以下都可以供应,同时强胜机械可以进行齿面高频淬火热处理,提高齿面硬度,上图为淬火大齿轮发货图片。 …



 凝心聚力,共创辉煌来自远方的【大齿轮】客户,您好!重研发的产品供应商--强胜机械。梦想启航,未来已来,与您同行每一步强胜自成立以来一直致力于矿山,电力,冶金,化工领域技术创新和产品打造,已经累计为众多的客户提供过重技术的【大齿轮】产品!
凝心聚力,共创辉煌来自远方的【大齿轮】客户,您好!重研发的产品供应商--强胜机械。梦想启航,未来已来,与您同行每一步强胜自成立以来一直致力于矿山,电力,冶金,化工领域技术创新和产品打造,已经累计为众多的客户提供过重技术的【大齿轮】产品!






大齿轮介绍:
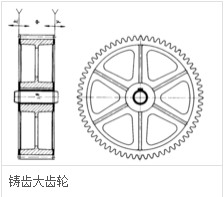
大齿轮和小齿轮,都是从表面上去衡量的。首先是从齿轮的尺寸大小来看,在尺寸上*明显的就是其直径大小,正确地说应该是指其齿顶圆直径的大小。齿顶圆直径相对越大的齿轮称为大齿轮。大齿轮根据供应工艺分为:铸齿大齿轮和铣齿大齿轮,铸齿大齿轮就是经过打造翻砂出来的大齿轮,铣齿大齿轮是经过用铣床、滚床切削制成的大齿轮。因为铸齿比铣齿和滚齿的耐磨性好,而且成本低。铸齿大齿轮的形状和打造工艺,如下图所示,按照翻铸数量的多少,可采用几种不同的造型方法,现分别介绍如下。

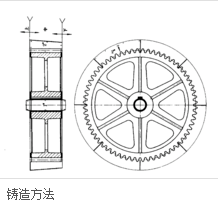
在浇铸数量较少的情况下,可采用车板造型,其结构和方法如下图所示。以齿轮的外径D的大小为基准(如图a),用木板四方嵌接做成铁芯车板作为外模,另外再做成上下箱的内模铁芯车板(图b、c),中间的轴孔芯头2用车床车出,但在中间要车出比铁芯轴大一点的圆孔。按照齿轮的圆周等分分成若干段,以一段做好弧形板(图d),钉上若干6。它的轮辐档分上下箱做出,上箱筋3拆活动,下箱筋和轮辐档1则做好丁字形,圆角不要做出。量棒4上的*尺寸D,即为齿轮的*外径,
![]() 为齿轮的内径。在造型起模时,容易碰坏牙齿的砂模,因此要增加3~5根修补齿形的修补齿条7。铸齿大齿轮的另一种打造工艺,如下图所示,其铁芯车板和结构方法、上下箱车板和十字轮辐档及中间轴孔的做法,都与上述方法相似,只是齿轮的外径D要加上芯头一段,因而它的量棒也要放长些,使与芯头*的外径相同。它的分段齿形板与上图d相似,只是在外面加上一壳框2,壳框圆弧形板的*外径,即为芯头的*外径相符。
为齿轮的内径。在造型起模时,容易碰坏牙齿的砂模,因此要增加3~5根修补齿形的修补齿条7。铸齿大齿轮的另一种打造工艺,如下图所示,其铁芯车板和结构方法、上下箱车板和十字轮辐档及中间轴孔的做法,都与上述方法相似,只是齿轮的外径D要加上芯头一段,因而它的量棒也要放长些,使与芯头*的外径相同。它的分段齿形板与上图d相似,只是在外面加上一壳框2,壳框圆弧形板的*外径,即为芯头的*外径相符。
大齿轮安装
大齿轮常制成两瓣,用螺栓牢固联接,以便于运输、安装和更换。
大齿轮一般安装在窑中或靠近窑尾。这是为了减小筒体的扭矩,减小筒体对传动装置的热作用,以及减小两端粉尘的浸袭。大齿轮距轮带的合适距离约3米,因靠近轮带筒体不易弯曲,容易保证大小齿轮的正确啮合,距离过小则不便于安装和检修。
大齿轮在筒体上的安装方式有三种:切向与纵向弹簧板安装,以及与筒体刚性连接。
切线弹簧板安装
如下图所示,一般是用10~12条厚20~30毫米的弹性钢板,一端铆接在筒体的切线方向上,另一端用螺钉固定在齿轮的突缘上,相互之间并成等距离布置。这种安装的优点是具有一定弹性,有利于窑衬的耐久性和大小齿轮的啮合质量。其缺点是安装较困难,当大齿轮轮齿一面磨损后不能调面使用,由于齿轮内面具有突缘不便于供应,随着窑体直径的增大,更显得突出。故一般常用在中小型的窑上。
为了克服上述的一些缺点,在结构上作了如下的改进,见下图所示。弹簧板与大齿轮的联接用直径20~30毫米销钉。
安装时一定要保证大齿轮与简体达到良好对中,小齿轮轴准确的平行于筒体*线,靠近大齿轮处的托轮安装高度要很准确,应符合设计的要求。否则,将破坏大小齿轮啮合的均匀性与连续性,引起振动。造成传动装置各零件的过早损坏,及易引起窑内火砖的脱落,降低窑的运转率。
为了减少落在大小齿轮上的灰尘,以及避免大齿轮上的润滑油甩到混凝土基础上,在大小齿轮外面应罩以由钢板焊接成的外罩。
强胜机械可以定做直径6米以下的各种大齿轮,强胜机械供应的大齿轮采用ZG310-570,ZG40Cr,ZG42CrMo,也可以采用锻造45钢,锻造40Cr,20CrMnTi等专用齿轮钢,大齿轮模数36以下都可以供应,同时强胜机械可以进行齿面高频淬火热处理,提高齿面硬度,上图为淬火大齿轮发货图片。
地址:巩义市康店镇工业园区
服务热线:13938282633
手机:0371-64582889
邮箱:2421075731@qq.com
